










刨花板生产线
- 价格:面议
- 商品编号:001
- 购买咨询:


产品介绍
普通刨花板是以小径木、枝桠材、木材加工剩余物等为原料,经刨花制备、干燥、铺装成型热压等工段而制成的一种人造板。产品可用于家具、建筑、包装、车辆和船舶内部装修,以及经二次加工可制作饰面刨花板等
本公司的日产 100-550立方米刨花板生产线,是在吸收、总结国内外技术经验基础上开发的具有本公司技术特色的成套设备,设备经过三十年的持续改进,已形成机械铺装以及转子干燥、通道干燥等多种形式的成熟生产线设备。
工艺流程简介
一、备料工段
本刨花板生产线原料经削片、筛选后送到木皮料仓进行过渡储存。木片经运输机送到刨片机中进行刨花制备,制备后的刨花经运输机送到湿刨花料仓中进行过渡储存。


二、干燥分选打磨工段
湿刨花经运输机送到刨花干燥机进行干燥,经过干燥的刨花通过刨花筛选,合格的芯层干刨花经运输机被送往芯层干刨花料仓储存。过大的刨花经打磨机打磨成表面刨花,随后送至表层刨花干料仓储存。
三、调胶施胶工段
合格的表芯层干刨花经刨花计量料仓分别计量后送到拌胶机,同时调供胶系统将工艺所要求的胶液送到拌胶机中,刨花和胶液在拌胶机的搅拌下,达到均匀混合充分施胶的效果。


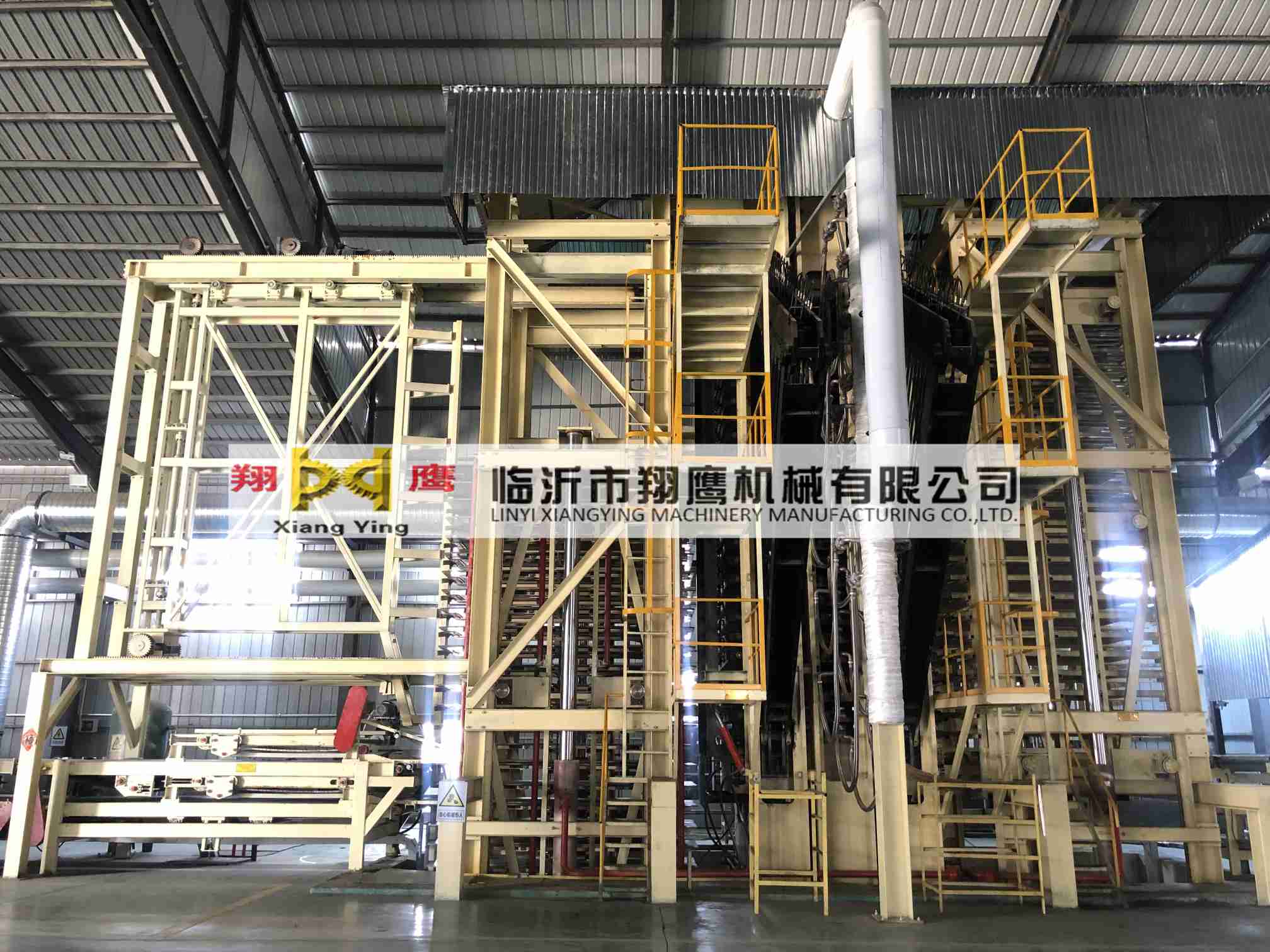
四、铺装热压成型工段
施胶后的刨花经运输机送至机械分级铺装机,由机械分级铺装机组铺装出均匀平整的板坯。板坯经永磁除铁器、预压机、纵向锯边机、横截距、加速运输机.称重运输机和储存运输机、装板运输机等工序送到装板机的装机吊笼中,由装机吊笼将板坯送到多层热压机中进行热压成型,经多层热压机热压成型的毛板同时由装板小车托盘推到卸板机中。

五、后处理工段
停留在卸板机中的毛板经卸板运输机送至冷却进板运输机,由冷却进板运输机送到冷却翻板机中进行冷却。在冷却翻板机中冷却后的毛坯由冷却出板运输机送到纵横裁边机进行裁边分割,最后经运输机运至升降台怼垛。
六、砂光工段
经冷却堆垛的刨花板被送到砂光生产线进行砂光、分检、入库。本刨花板生产线采用 PLC程序控制系统。


七、电控系统
全自动控制,西门子控制系统
八、热能中心
热能中心是我公司为人造板行业设计、制造的供热系统,是以木材加工、人造板生产过程中产生的废料如树皮、板边、锯屑、砂光粉等为燃料,产生多种热载体即高温导热油,蒸汽,热风等高效、节能、环保的热能供应设备。
 全国免费咨询电话:400-0539-050 传真:0539-8295438 地址:山东省临沂市兰山区义堂镇堰西工业园
全国免费咨询电话:400-0539-050 传真:0539-8295438 地址:山东省临沂市兰山区义堂镇堰西工业园